一、鈦及鈦合金板材焊接規(guī)范
1��、適用范圍
1)本節(jié)規(guī)定適用于船舶或海洋工程用厚度在 3mm 及以上的鈦合金板�。
2)采用本節(jié)規(guī)定以外的鈦合金板,應(yīng)將其化學(xué)成分���、力學(xué)性能和應(yīng)用場(chǎng)合等資料提交 CCS 審核��,經(jīng)同意后��,可按公認(rèn)的有關(guān)標(biāo)準(zhǔn)驗(yàn)收����。
2����、制造
1)鈦合金板應(yīng)由經(jīng) CCS 認(rèn)可的工廠生產(chǎn)。
2)除本節(jié)規(guī)定以外�����,鈦合金的制造和試驗(yàn)應(yīng)符合本篇第 1 章和第 2 章的有關(guān)規(guī)定��。
3)鈦合金的熔煉應(yīng)在真空條件下進(jìn)行�。若采用真空自耗爐重熔冶煉,其自耗電極禁止使用鎢極氬弧焊焊接�,且其熔煉次數(shù)應(yīng)不少于 2 次�,以保證材料的化學(xué)均勻性�。
4)鈦合金板通常應(yīng)采用軋制方法制造。
5)除合同規(guī)定外�����,鈦合金板通常以退火態(tài)交貨�。
3、表面質(zhì)量
1)板表面不應(yīng)有影響使用的缺欠��,如裂紋���、起皮�����、氧化皮�����、折皺��、金屬或非金屬夾雜物�、過(guò)堿洗痕跡等���。
2)鈦合金板的產(chǎn)品邊緣應(yīng)平齊����、無(wú)毛刺�����、外形尺寸和公差范圍應(yīng)符合 CCS 接受的有關(guān)技術(shù)條件����。
3)輕微的表面缺陷允許打磨去除。打磨一般應(yīng)以軋制方向進(jìn)行��,打磨后的表面應(yīng)形成平滑過(guò)渡�,且厚度不低于技術(shù)條件所規(guī)定的最小厚度。不允許采用焊補(bǔ)的方法修整表面缺陷�。
4、化學(xué)成分
鈦合金鑄錠廠應(yīng)對(duì)每爐產(chǎn)品進(jìn)行熔煉化學(xué)成分分析���?����;瘜W(xué)成分應(yīng)滿(mǎn)足表一的要求�。
表一 鈦合金的化學(xué)成分(%)
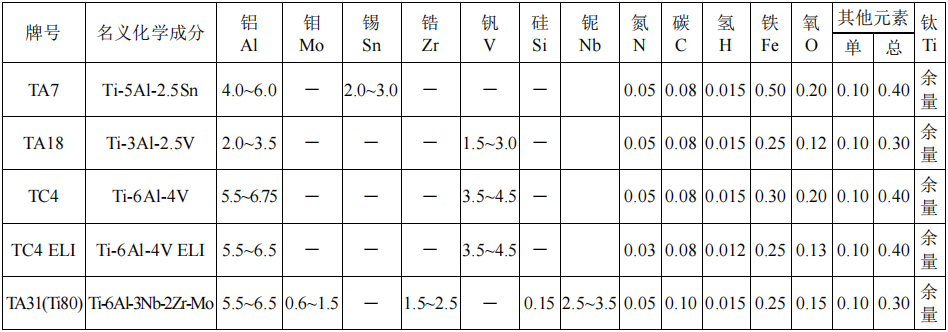
注:表中數(shù)據(jù)除有區(qū)間的表示外,其他值均為最高限值�����。
5����、力學(xué)性能
1)應(yīng)在每批(同一爐號(hào)、同一制造方法����、同一厚度、同一熱處理爐次)的板中至少抽取 1 張(當(dāng) 一批板多于 4 張時(shí)���,應(yīng)抽取 2 張板)�����,在板材的端部距板邊約 1/4 板寬處切取一個(gè)試料��。
2)每塊試料中應(yīng)按如下要求制取1 個(gè)拉伸試樣和1 組3 個(gè)夏比沖擊試樣(對(duì)板厚大于 10mm者) 和 2 個(gè)彎曲試樣:
(1) 拉伸試樣應(yīng)采用本篇第 2 章表 2.2.2.1 中序號(hào) 1 的板狀比例試樣(但試樣寬度可為 12.5mm P7 試樣)���;對(duì)厚度大于 40mm 者也可采用序號(hào) 2 的圓棒形比例試樣(但試樣直徑可為 5mm),此時(shí)試樣的軸 線應(yīng)位于板的 1/4 厚度處;
(2) 對(duì)板的厚度不大于 40mm 時(shí)��,沖擊試樣應(yīng)為試樣邊緣距板軋制表面不大于 2mm 處���;若產(chǎn)品厚 度超過(guò) 40mm 時(shí)����,試樣的軸線應(yīng)位于板材的 1/4 厚度處����。試樣軸線應(yīng)垂直于軋制方向��,試樣的缺口應(yīng)垂 直于軋制面��;
(3) 2 個(gè)彎曲試樣的受拉面應(yīng)至少各保持一個(gè)原軋制面�����,且其軸線應(yīng)垂直于軋制方向�。試樣寬度為 15mm,對(duì)于厚度超過(guò) 5mm 的板���,可單面減薄至 5mm���。
3)力學(xué)性能的試樣制備和試驗(yàn)應(yīng)按本篇第 2 章相關(guān)規(guī)定進(jìn)行����。彎曲試驗(yàn)應(yīng)使板兩個(gè)軋制面均 受到試驗(yàn)�����。
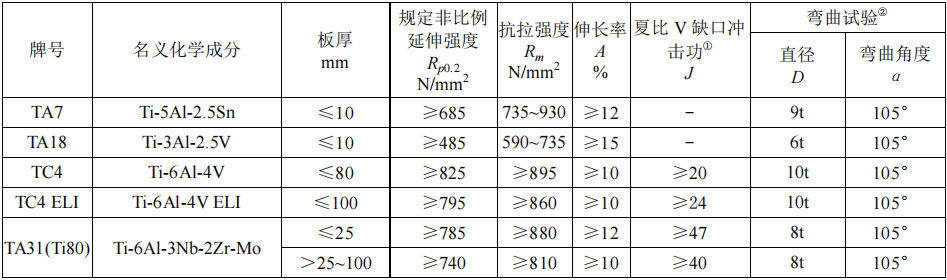
4)鈦合金的力學(xué)性能應(yīng)滿(mǎn)足表二的規(guī)定�。
表二 鈦合金的力學(xué)性能
6、無(wú)損檢測(cè)
1)若合同規(guī)定對(duì)板應(yīng)進(jìn)行無(wú)損檢測(cè)時(shí)��,應(yīng)按合同要求進(jìn)行無(wú)損檢測(cè)�。
7、標(biāo)識(shí)與證書(shū)
1)板制造廠對(duì)檢驗(yàn)合格的每一件鈦板(薄板可疊放打包)在一個(gè)位置處清晰地標(biāo)出 CCS 檢驗(yàn)標(biāo) 識(shí)和下列標(biāo)記:
(1) 制造廠名��;
(2) 材料的牌號(hào)和交貨狀態(tài)�����;
(3) 能夠追溯鈦材全部生產(chǎn)過(guò)程的編號(hào)或縮寫(xiě)����;
(4) 如訂貨方有要求時(shí),可標(biāo)上訂貨合同號(hào)或其他識(shí)別標(biāo)記�。
2)每批板應(yīng)附有材料的合格證書(shū)。合格證書(shū)應(yīng)至少包括下列內(nèi)容:
(1) 訂貨方名稱(chēng)和合同號(hào);
(2) 材料的牌號(hào)��、爐批號(hào)和交貨狀態(tài)�����;
(3) 材料的規(guī)格和數(shù)量���;
(4) 材料化學(xué)成分和力學(xué)性能����。
二��、鈦及鈦合金管
1���、一般規(guī)定
1)本節(jié)規(guī)定適用于船舶和海洋工程一般用途的鈦及鈦合金管。
2)采用本節(jié)規(guī)定以外的鈦及鈦合金管�����,應(yīng)將其化學(xué)成分��、力學(xué)性能和應(yīng)用場(chǎng)合等資料提交 CCS 審核�����,經(jīng)同意后,可按公認(rèn)的有關(guān)標(biāo)準(zhǔn)驗(yàn)收�����。
2�、制造
1)鈦及鈦合金管應(yīng)由經(jīng) CCS 認(rèn)可的工廠生產(chǎn)。
2)除本節(jié)規(guī)定以外�����,鈦合金管的制造和試驗(yàn)應(yīng)符合本篇第 1 章�、第 2 章和第 4 章的有關(guān)規(guī)定。
3)鈦及鈦合金的熔煉應(yīng)在真空條件下進(jìn)行��。若采用真空自耗爐重熔冶煉�����,應(yīng)采用 2 次或以上 的重熔工藝���,以保證材料的化學(xué)成分均勻性和組織均質(zhì)性�,并降低氧化和氮化夾雜物水平���。
4)鈦合金管可采用軋制�、焊接或焊接加軋制的方法制造。
5)焊接管可以退火態(tài)的軋制板帶卷制后����,用 TIG 焊或 MIG 方法焊接而成。若需采用填充材 料時(shí)�,采用的填充材料應(yīng)與母材相適應(yīng)。
6)鈦及鈦合金管的制造質(zhì)量應(yīng)符合本規(guī)范本篇第 4 章 4.1.3 的相關(guān)規(guī)定�����。
3�、熱處理
1)除合同另有規(guī)定外,鈦及鈦合金管應(yīng)以退火態(tài)交貨�����。
2)對(duì)于冷軋加工的管�,通常應(yīng)在不低于 540℃的溫度下進(jìn)行退火�����;對(duì)熱加工的管���,若加工終 止溫度不低于 760℃時(shí)�����,可不必進(jìn)一步熱處理�。
4、化學(xué)成分
鈦合金鑄錠廠應(yīng)對(duì)每爐產(chǎn)品進(jìn)行熔煉化學(xué)成分分析�。化學(xué)成分應(yīng)滿(mǎn)足表三的要求�。
表三 鈦和鈦合金管的化學(xué)成分 (%)
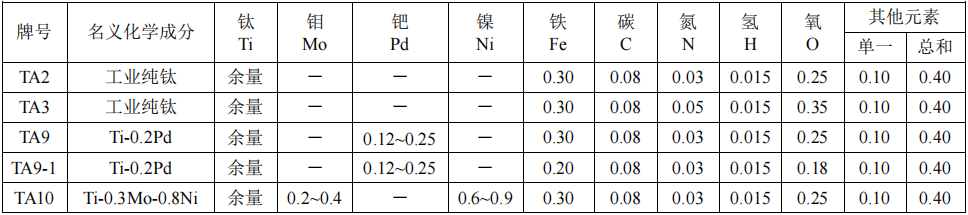
注:表中數(shù)據(jù)除有區(qū)間的表示外,其他值均為最高限值�����。
5�����、力學(xué)性能
1)鈦管和鈦合金管可按批進(jìn)行檢查和試驗(yàn)����。每批管材應(yīng)由同一爐號(hào)、同一制造方法�、同一規(guī)格、同一熱處理爐次的鈦管組成�����。
每批管材中按 2%的比例隨機(jī)抽取不少于 2 根,按下述要求進(jìn)行取樣試驗(yàn):
(1) 每根管取一個(gè)拉伸試樣和一個(gè)壓扁試樣���;
(2) 當(dāng)訂貨方有要求����,每根管截取一個(gè)彎曲試樣����。
2)拉伸和壓扁試驗(yàn)的試樣和試驗(yàn)應(yīng)符合本篇第 2 章的有關(guān)規(guī)定。壓扁試驗(yàn)時(shí)�,當(dāng)管徑小于等 于 25.4mm 時(shí),壓扁系數(shù)取 0.04���;對(duì)管徑大于 25.4mm 時(shí)���,壓扁系數(shù)取為 0.06。對(duì) TA10 合金�,壓扁系 數(shù)取為 0.04�����。
3)鈦及鈦合金管的力學(xué)性能應(yīng)滿(mǎn)足表四的規(guī)定。
表四 鈦及鈦合金管的力學(xué)性能

6�����、無(wú)損檢測(cè)與液壓檢測(cè)
1�、所有鈦和鈦合金管均應(yīng)在制造廠進(jìn)行無(wú)損檢測(cè)和液壓試驗(yàn)。2�����、無(wú)損檢測(cè)可按公認(rèn)標(biāo)準(zhǔn)(如 GB/T 12969)的規(guī)定進(jìn)行渦流或超聲波檢測(cè)���。
3�、如無(wú)合同規(guī)定��,液壓試驗(yàn)的壓力可按下述公式確定����。但一般對(duì)管徑不超過(guò) 76mm 的管,試 驗(yàn)壓力不必超過(guò) 17.2MPa�;對(duì)管徑超過(guò) 76mm 的管,試驗(yàn)壓力也不必超過(guò) 19.3MPa��。
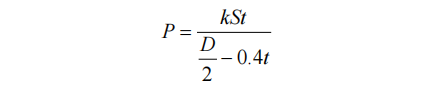
式中: P ――試驗(yàn)壓力����,MPa��;
k ――試驗(yàn)壓力系數(shù)�,對(duì)無(wú)縫管取 1�,對(duì)焊接管取 0.85;
S ――管子的許用應(yīng)力�,一般取材料規(guī)定非比例延伸強(qiáng)度最小值的 50%,MPa��;
t ――管壁厚度��,mm��;
D――管的名義外徑�,mm。
4��、液壓試驗(yàn)時(shí)�,試驗(yàn)壓力應(yīng)保持至少 5s,管材應(yīng)不出現(xiàn)畸變或泄漏��。
7�、標(biāo)識(shí)與證書(shū)
1)制造廠應(yīng)在檢驗(yàn)合格的每一根鈦管或鈦合金管上清晰地標(biāo)出 CCS 標(biāo)識(shí)和下列標(biāo)記:
(1) 制造廠名或商標(biāo);
(2) 材料的牌號(hào)和規(guī)格;
(3) 能夠追溯鈦管全部生產(chǎn)過(guò)程的編號(hào)或縮寫(xiě)����。
2)每批管應(yīng)附有材料的合格證書(shū)�。合格證書(shū)應(yīng)至少包括下列內(nèi)容:
(1) 訂貨方名稱(chēng)和合同號(hào);
(2) 材料的牌號(hào)��、爐批號(hào)和交貨狀態(tài)�;
(3) 材料的規(guī)格和數(shù)量;
(4) 材料化學(xué)成分和力學(xué)性能�。
相關(guān)鏈接
范")


網(wǎng)經(jīng)營(yíng)企業(yè)電子標(biāo)識(shí)編號(hào):402881c85d33654a015d3618391c11111")
:61030502000000")
站訪問(wèn)在線統(tǒng)計(jì)")